超越产能瓶颈:某啤酒公司发酵工段升级改造
发布时间:2023-7-3作者:浏览次数:857次
某啤酒有限公司主要经营范围为生产啤酒、饮料等。公司根据目前啤酒消费需求增大的趋势,决定对现有的发酵罐区进行改造,增加75-90号发酵罐体,提高发酵工段的年生产能力。

项目行业及功能
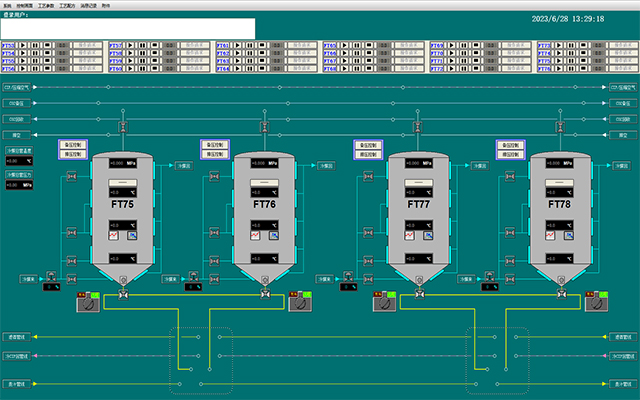
该项目属于酒类行业,处于发酵工段,发酵:发酵罐采用两罐法工艺,并新建16只发酵罐;两罐法是在主酵结束,各项指标都达到工艺要求,如发酵、双乙觥等。然后排干净沉在罐底酵母,通过板冷把发酵液温度从主酵温度(一般10-11℃)急速降到贮酒温度(一般0℃到-1℃)把酒液从主酵罐倒入另一发酵罐进行贮酒,倒灌时间工艺要求在6小时内完成。而原工艺采用一罐法,从主酵温度降到0℃到-1℃,需要3天时间,且罐中心温度还不能达到0℃。而采用倒罐薄板急冷法则需6小时就可以把酒液温度均匀一致的降到工艺温度,这样既可以缩短降温时间,又可以节能,同时还可以提高啤酒的非生物稳定性。发酵、过滤采用冷洗工艺,可节省蒸汽消耗。
项目概述
设计增加啤酒发酵罐16个,沿用一期项目已采用的先进啤酒现行成熟的工艺路线。第一期技改项目实施后,糖化、包装等工段的啤酒年生产能力都已达到20万吨,而发酵工段的实际年生产能力只有17.5万吨。为使各个工段的生产能力相平衡,需增加16个发酵罐,使发酵工段的年生产能力达到20万吨。
技术方案
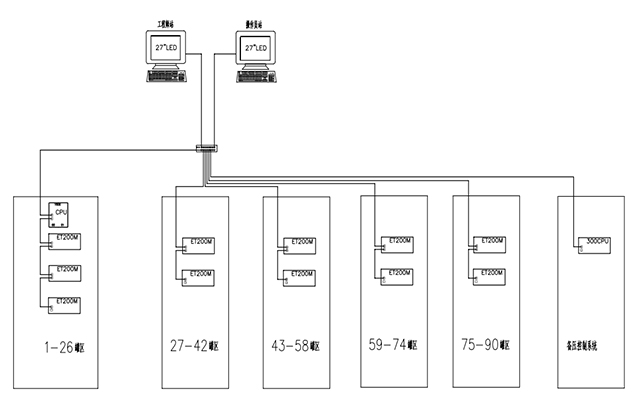
该项目一期控制为西门子1500系列CPU加ET200M子站模块,本次项目沿用一期控制,增加2个ET200M子站,完成对新增16个罐体的数据采集与控制。
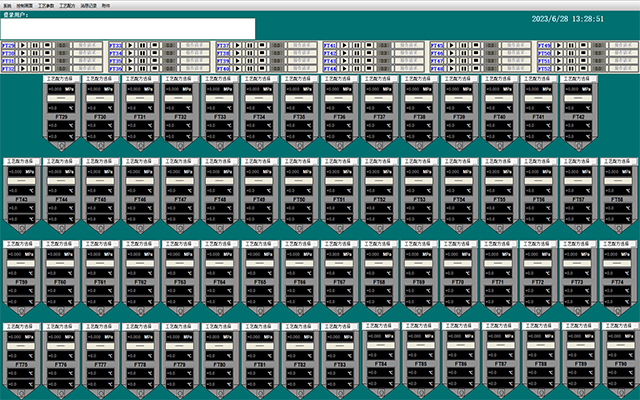
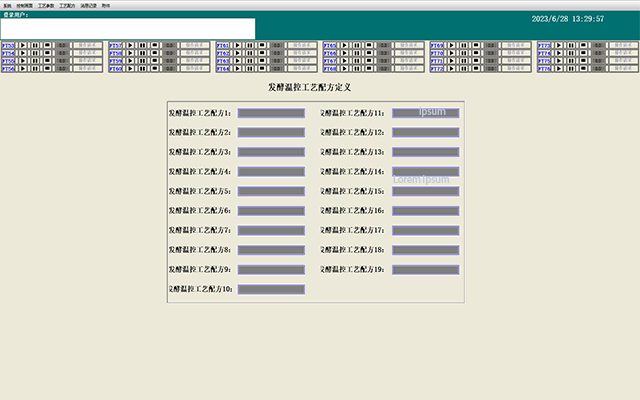
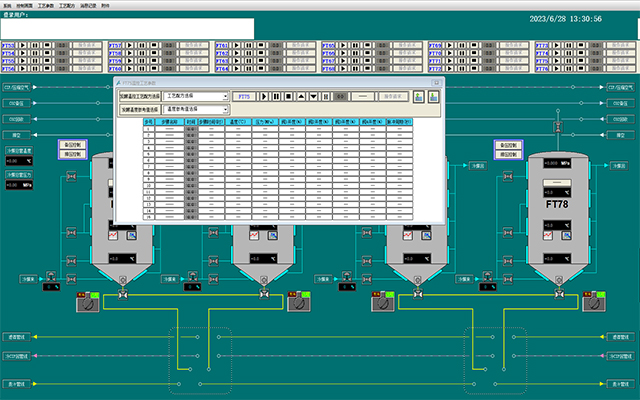
项目画面
项目意义
提高啤酒年生产能力,原发酵工段的实际年生产能力只有17.5万吨。改造之后,使发酵工段的年生产能力达到20万吨。
优化了画面,更符合现场操作人员操作习惯;增加了发酵罐体,使发酵工段的年生产能力达到20万吨。